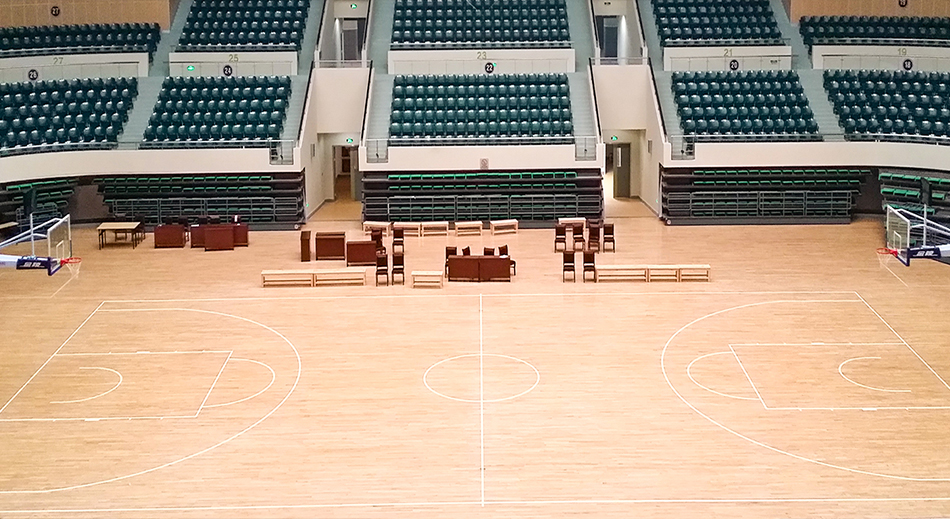
杭州今朝体育设施工程有限公司选择我们,拥有4大优势
专业生产 专业技术人员
- 聘请国际体育工程专家和技术人员任公司技术顾问
- 主要从事体育场馆设施设计、工程施工、场馆运营维护
- 主营体育运动地板、剧院舞台木地板等配套产品和服务
国际质量 质量保证
- 在黑龙江小兴安岭林区拥有自己的木地板生产工厂
- 通过ISO9001、ISO14001、GB/T28001三体系认证
- 年生产木地板10万平方米
精益求精 专业技术
- 不断引进国际体育工程设备
- 认证贯彻落实国际相关标准
- 秉承“用心、协作、敬业、创新”的企业精神
及时有效的售后支持 让您合作无忧
- 售后服务中心,有专业的售后服务团队
- 专业技术支持团队为用户提供解决方案
- 7*24小时贴心服务,快速响应客户售后问题