
PLC在电磁感应加热造纸烘缸中的应用
3PLC软件及控制算法
3.1PLC编程软件及通讯
对于SIEMENS S7-200系列PLC,西门子公司提供了Windows平台下的编程软件Micro/Win step7,包含完整的国际化支持,可以使用完全的中英文界面进行操作,降低了使用的难度。Micro/Win step7软件有以下特点:a.Step7-Micro/WIN是在Windows平台下运行的SIMATIC S7-200PLC编程软件,简单、易学、能够解决复杂的自动化任务;b.适用于SIMATIC S7-200PLC机型软件编程;c.支持IL、LAD、FBD三种编程语言,可以在三者之间相互切换;d.程序块具有密码保护功能;e.提供软件帮助你调试和测试你的程序,它包括监视S7-200用户正在执行的程序状态,为S7-200指定进行程序的扫描次数,强制变量值等;f.指令向导功能:PID自整定界面,PLC内置脉冲输出(PTO),脉宽调制(PWM),指令向导,数据记录向导,配方向导等;g.支持TD200和TD200C文本显示界面。 Step7-Micro/Win编程软件通过支持协议的编程电缆进行通讯、上传、下载程序,是最简单,最经济的通讯方式。
3.2 串级PI D控制
造纸生产中,烘缸最重要的参数是烘缸表面工作温度T,它直接影响到成品纸的质量。由于温度T有延迟大、升温慢、惯性大等特点,较难控制。因此,在设计中采用串级控制,它主要有以下的一些特点:
(1)副回路所受的干扰,当还没有影响到被控量时,就得到副回路的有效控制;
(2)副回路中的参数变化,由副回路给予控制,对被控制量的影响大大减弱;
(3)副回路的惯性由副回路给予调节,因而提高了整个系统的响应速度。
串级控制控制框图如3所示,外环的控制对象为温度T,内环控制对象为负载电路的输出电流IO。本文引用地址://m.amcfsurvey.com/article/163581.htm
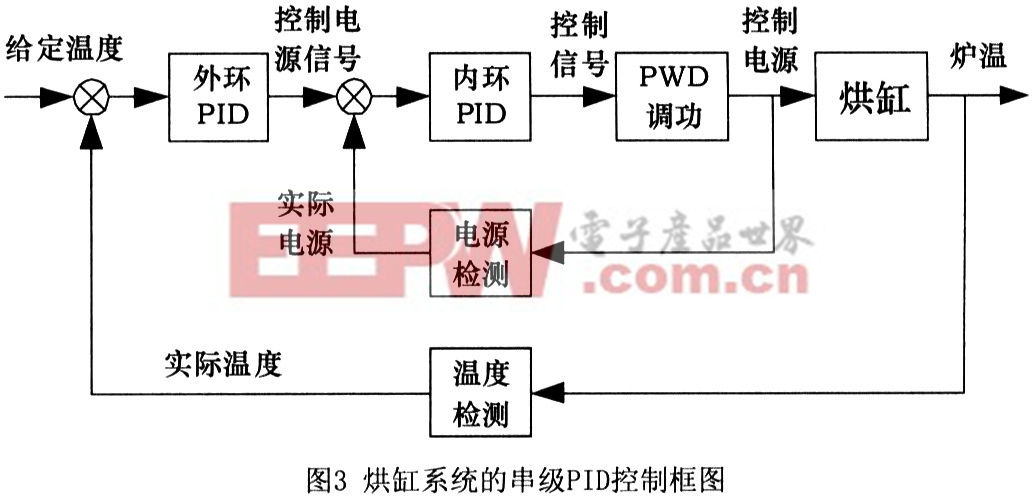
在烘缸座架上安装红外线温度探头,将温度信号转化为电信号采集到PLC模块中,在程序中经过平滑滤波等步骤得到烘缸表面的平均温度TO。TO与设定温度 Tsp 比较,其差值作为PID模块的输入,经过以上介绍的PID算法计算后,输出信号用来调整负载电路加热电流IO的设定值Isp。实际加热电流经过互感线圈采集到PLC模拟量模块,与I sp比较后作为内环PID模块的输入,计算后由PLC输出一个4~20 mA的控制电流来调节功率输出。整个系统中的各个变化量,比如温度T、加热电流大小IO、控制信号毫安数、烘缸转速等数据显示在TD200的屏幕上,操作员可以清楚看到这些变量的实时变化情况,并可通过设定温度T的给定值、加热电流的给定值自动或半自动地调整加热功率。
3.3 TD200交互界面及控制面板
在生产过程中,由于生产工艺参数的改变,因此需要改变温度的设定值等参数,同时,为了更好地实施监控,需要了解各个相关的参数。TD200通过自带的线缆和CPU模块串口相连接,不需要额外的外加电源,它可以显示多种语言,CPU运行时,组态好的TD200屏幕上可以显示数字或CPU中变量的实时值,还可以通过编程组态方式及直接的方式更改TD200上变量的值。
3.4 编程注意事项
在PLC程序的设计中,要特别注意以下几个问题:
(1)因为线圈在某一时刻只能加热烘缸表面的某一个部分,如果烘缸不转动,则会造成烘缸缸体局部过热,严重时造成缸体变形损坏。因此在程序中要对加热启动进行保护,判断烘缸转速大于某一速度,条件满足才能启动加热。
(2)线圈位于烘缸罩内部,随烘缸一起升降。线圈与缸体的距离影响到线圈电感量L值的大小。生产中由于卷纸的需要,经常要抬起烘缸罩,在程序中要加上保护,检测到烘缸被抬起,要马上停止加热。
(3)启动和停止加热的时候,功率变化较大,对电网的冲击很大。在控制程序中,要限制输出功率的变化率。启动和停止的过程中,控制程序要缓慢地提高设定功率或者缓慢地减小功率直到完全停止。
4 总结
本文从电磁感应加热电源的原理及组成、烘缸的结构、造纸加热生产线的工艺、PLC控制系统的组成、PID控制算法等几个方面对造纸用电磁感应加热烘缸做了全面细致的描述。在对原有蒸汽加热烘缸改造的基础上,开发出一套操作方便、节能高效的电磁烘缸加热系统,在满足原有的“纸张去湿率”的前提下,达到更好的烘干效果。与原有系统相比,去湿率提高20~30%,节能40~50%,有明显的经济效益;减少了厂房占地面积,基本上无污染,有加温速度快、操作方便等特点。
















评论