
工业4.0革命对自动化的重大影响
体系结构
本文引用地址://m.amcfsurvey.com/article/201607/293900.htmNE148标准给出了自动化技术的体系结构,该体系结构提出了两种模块并阐述了它们同PCS之间的连接关系。第一个模块是变量A,通过控制单元自动处理模块逻辑工作,且只和PCS交换必要信息。第二个模块是变量B,该模块仅使用I/O部件。
功能
由于自动化技术的功能需要无缝地集成到PCS中,模块之间也需要建立通信连接,自动化技术自身的功能非常重要。模块和模块之间,模块和PCS之间的通信可以通过IEC-Ethernet协议或现场总线协议解决。
基于状态控制功能,是基于模块的状态描述和操作模式来实现的。在整个系统中每个模块的状态描述可以公开访问,并且模块之间逻辑连接的接口是唯一的。“基于状态控制”功能对应ISA106标准的连续生产工序和ISA88标准的批量生产工序,适用于上述两个标准。
垂直通信/集成功能,是指模块和PCS之间的通信,模块必须集成到PCS环境中才能通信,通信可以通过IEC-Ethernet 协议或现场总线来实现,每个模块的状态模型都由PCS控制。变量A模块使用OPC-UA交互界面,通过现场总线和PCS交换信息。状态模型的建模,由于通信是在模块和PCS间进行,状态模型可以从当前的状态中建模,有两种建模方法。其一是使用拓展因果矩阵进行SFC(产品流程控制)建模。
SFC可以映射到拓展因果矩阵中,SFC已经是状态模型,或者可以自动转换到状态模型,这些状态模型无需进一步的操作就可以直接应用到控制单元上,这种方法较适用于变量B模块;其二是使用现有的编辑器,可以用传统方式进行SFC建模,这种方法较适用于变量A模块。
人机交互
操作界面
除了满足自动化技术的功能之外,操作界面有如下需求,能够人工手动控制个别模块,能够及时将图表集中显示在操作端显示屏上。
与控制系统的半集成
在半集成的情况下,模块的人机界面水平在1-3级之间。在控制系统中,界面显示相关的警告、变量等,以便模块的图形化表示。在高水平的控制系统中,图形化显示确保了表示的一致性。4级和5级(6级除外)也可通过人工实现,6级能否实现取决于具体情况。模块制造商应该尽量避免人机交互界面逻辑和控制器设计两者之间的高关联性。模块设计应当包括所有的数据,以便更高一级的控制系统可以在运行时得到相应的模块信息。
与控制系统的完全集成
与半集成相比,完全集成试图将4级和5级实现自动化。为此,每个模块必须提供4级和5级描述,有两种方法可以实现。一是模块来描述自身的实际图表情况。模块的操作图表以不依赖制造商且独立的方式给出。自动化技术系统通常使用特定系统表述方法来描述操作图表,并提供专有格式。例如HTML5是一种不依赖制造商的格式,是W3C发布的一种在IT行业中的开放性语言,没有相关操作显示的知识就可以集成。如果还需要可扩展的图形,就可以镶嵌到HTML5代码中作为可缩放矢量图形(SVGs)。更高级别的控制系统必须支持该技术的曾用技术(如ActiveX等)。这些技术的优势是可以得到并且已广泛使用,但缺点有二。
(可视化数据的层次分级)
一是不能保证描述的一致性;
二是模块提供自身的描述方法。
而图表由高一级控制系统来给出,这样能确保描述的一致性。但是这种情况下,模块制造商并不能看到最终的模块描述版本,也就导致不同的控制系统,其描述也不尽相同。
人机交互界面实现完全集成需要模块达到5级标准,需要从更高一级控制系统的模块描述中得到商业逻辑的技术。如果模块完整的人机交互商业逻辑包含在描述之中,模块便会达到6级集成。在半集成和全集成间的折衷方法就是对于操作界面使用半集成,而对于详细的诊断性信息使用完全集成,采用上述方法,能简化控制系统中必要的标准化和实施过程。
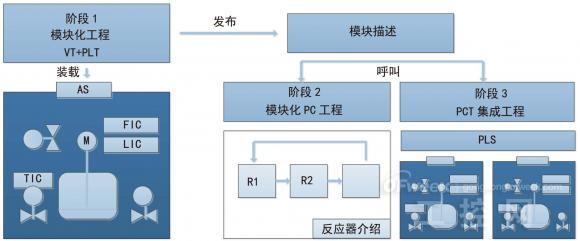
(过程(控制)技术工程化)






评论