
基于视觉传感的焊缝跟踪技术(二)
为了既保证稳定焊接, 又能快速纠偏, 设计了模糊PID 控制器 。 该控制器的思想是, 在不同的环境下, 调整PID 3 个参数的值, 使纠偏系统满足下列要求: 一是在偏差量较小时, 进行精细调节, 以防止超调和保持系统稳定为主要目标; 二是在偏差量较大时, 进行大步长纠偏, 使钨极尽快回到正常范围附近, 响应时间越短越好。
根据控制系统的稳定性和准确性原则, 为了提高控制器的稳定性和抗干扰性, 引入了误差预测, 即偏差量对时间的2 阶导数作为第3 输入量, 将该模糊PID 控制器改进为3 输入3 输出的控制器。
2 结果与分析
2. 1 平板直缝跟踪试验结果
本文设计了如图5 所示的双折线路径, 焊缝为2 块无坡口平板对接焊缝, 没有明显间隙, 示教轨迹与真实焊缝的偏差量控制在6 mm 范围内。 其中,双折线为实际示教路径, 中间的平直线为实际焊缝路径, 实际焊接路线为平直线周围波动的曲线。
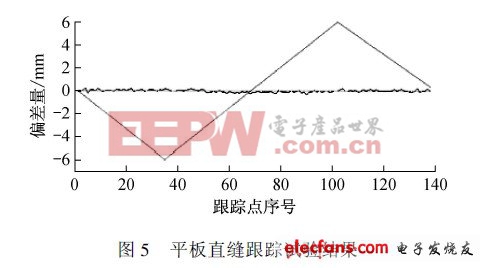
试验结果表明, 跟踪控制效果非常明显, 尽管示教轨迹与焊缝中心有最大6 mm 的焊缝偏差, 但是通过焊缝自动跟踪系统的纠偏调节, 使枪尖投影点与焊缝中心的偏差能够控制在 0. 15 mm 范围内。
考虑到图像处理的误差, 实际跟踪误差在 0. 3 mm内。2. 2 法兰环缝跟踪试验
机器人进行了法兰的简易示教, 即1 圈只示教4 到5 个点, 随后进行跟踪试验, 同时对试验中所采集到焊缝偏差量数据进行了记录。 图6 为试验结果分析, 验证了法兰试验件焊接过程中焊缝跟踪控制技术的有效性。
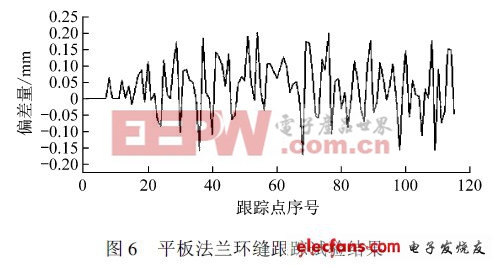
试验结果数据显示其跟踪误差略大于平板焊接, 最大误差达到了 0. 2 mm. 考虑到图像处理误差, 真实误差在0. 35 mm 内。
3 结语
以弧焊机器人在脉冲T IG 焊接过程中应用的需求为研究背景, 以被动视觉作为传感方式, 研究了实时焊缝跟踪控制技术, 并且在生产中得到验证:


评论