
综合料场PLC控制系统
随着计算机技术引入工业控制系统,PLC已经成为工业自动化控制系统的重要组成部分。包钢原料场是一个大型综合原料处理系统,整个综合料场占地约6平方公里。要保证一个大型现代化钢铁企业正常运转,首先必须保证原料正常、稳定、高效供应。包钢原料场工艺复杂、设备多、距离长,原料场主要生产设备有:胶带运输机、堆料机、取料机、带斗门机、圆盘给料机、卸车机、移动小车等。由这些设备组成输入、混匀、配料、输出等主要系统。这些运输系统由皮带运输机构成复杂的运输网络,工艺流程复杂。为提高设备效率,稳定地向高炉、烧结供料,必须实现原料处理作业的自动化控制[1]。
2控制系统的组成及原理
电气控制设备主要由浙江中控技术有限公司的GCS-1控制系统和各种电机和变频器组成。
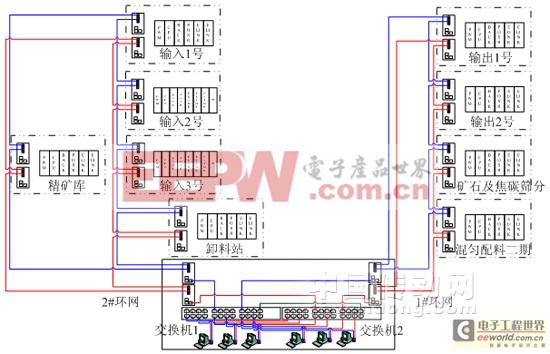
图1系统整体网络结构拓扑图
2.1网络结构
2.1.1系统网络拓扑图
由于整个料场设备很多,所以控制系统依据现场电气的分配原则分为11个控制站(电磁站),分别控制混匀系统、卸料系统、矿石及焦炭筛分系统、原料输入系统、原料输出系统、除尘系统的各个设备。每个控制站均采用冗余的PLC控制系统,通过双层双光纤环网与中心调度室进行通讯,来实现设备的监控。系统整体架构如图1。
2.1.2双层光纤环网
由于系统分站较多,地域广,而且系统要求的可靠性很高,所以在网络结构中采用冗余方式。双层光纤环网由两个平行的单层光纤环网构成,主要网络部件采用MOXA的光纤转RJ45口的光纤环网交换机。它除了具备光纤网络的传输距离远,传输信号不易受到干扰的特点外,还具有环网的优点,处在环网中的任何节点断开或环网中的任一点断开,并不会影响网络的正常运行,只是由原来的环网变为单总线的网络结构,从而提高了网络的可靠性。双层的环网结构本身就具有冗余的功能,使网络更加可靠。
2.1.3控制站内部网络结构
在各控制站中均配置为冗余的CPU,使各站具有冗余功能,各有两个光纤环网交换机,用于连接两层光纤环网。由于整个综合料场是一个整体,工艺系统结构紧密,设备间连锁信号较多,而我们各个控制站的分站原则是按照电气站进行分离的,主要依据是现场各个设备所在的地理位置,人为将整个系统进行分割,所以在各个控制站的站间数据交换将非常频繁,而且相对比较重要,因此我们将CPU以太网接口直接与光纤交换机相连。
2.2控制原理
综合料场作业流程控制是一种生产过程控制。原料运输与加工的生产过程,是在统一控制下的一群设备的集约化行动。原料区改造后共有作业流程335条,其中允许同时运行的流程32条;运行过程中可切换路线的流程有49组98条;运行过程中可换料种的流程有11条,此外,还有9组流程具有叠加功能。
流程控制要求:
1)拥有相关设备的流程,称为互相“干扰”的流程,通常情况下只允许其中一条运行。考虑到系统能力充裕,输送物料相同,起点不同,终点相同的若干流程可不互相干扰,允许同时交叉运转。另外,还有一些流程可以相互切换。
















评论