
基于Profibus DP的纸机传动控制系统设计
传动系统第二级为PLC控制系统,PLC采用西门子公司大型S7-400CPU为414-2DP,操作控制选用西门子OP270操作屏。S7-400与变频器、OP270操作屏以及S7-200辅助PLC组成PROFIBUS-DP现场总线控制网络,完成整个纸机操作控制。
传动系统第三级为上位优化控制系统,采用DELL公司工业控制计算机,用于整个纸机传动系统状态监控。上位机采用西门子组态软件WINCC,可以通过工业以太网与QCS上位机、DCS上位机、车间管理级、厂级管理级等联网控制,实现纸机传动控制系统优化控制和自动控制。
三、控制系统完成的功能
在纸机传动控制系统中,根据工艺要求需要实现以下几个主要的控制。
1.速度链控制
速度链结构采用二叉树数据结构算法,先对各传动点进行数学抽象,确定速度链中各传动点的编号,此编号应与传动单元(本系统为逆变器)中设定的地址一致。即任一传动点由三个数据("父子兄"或"父子弟")确定其在速度链中的位置,填入位置寄存器相应的数值,从而构成整个速度链结构。
算法设计:
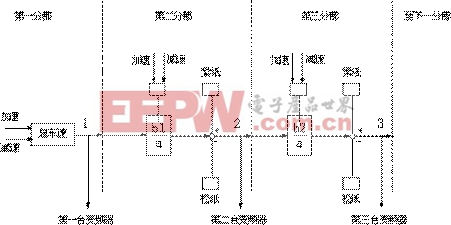
图(三)速度链控制结构示意
如图(三)所示我们把纸机第一分部点作为速度链中的主节点,即它的给定速度就决定整个纸机的工作车速,调节其给定速度就调节了整个纸机车速。在PLC内,我们检测到车速调节信号则改变车速单元值,1点处的速度就为第一台变频器的运行速度设定值,将其送第一台变频器执行,并送给第二台计算。第一分部的速度值乘以第二分部的变比b1/a则为第二台变频器的给定值。若第二分部速度不满足运行要求,说明第二分部变比不合适,可通过操作第二分部的加速、减速按钮实现,PLC检测到按钮信号后调节b1即调整了变比,使其适应生产要求。相当于在PLC内部有一个高精度的齿轮变速箱,可以任意无级调速。若正常生产中变比合适,某种原因需要用紧纸、松纸时,按下该分部紧纸、松纸按钮,PLC将对应在速度链上附加一正或负的偏移量则实现紧纸、松纸功能。图中2点就包含了调速和紧纸、松纸等操作指令的速度值,将它送给第二台变频器执行,同时送下一级计算。依此类推,构成速度链控制系统。速度链的分支设计采用父子算法,可以构成任意分支的速度链结构。
本速度链的设计不仅只是为实现纸机传动控制要求,而且为后续的计算机优化控制提供了可能。在PLC内部有非常精确的传动变比,我们设计为精度为0.001%,通过设定参数可以做到更高。这样有精确的传动变比上位计算机可以精确地记忆纸机传动过程参数,当需要更换品种或车速时,上位计算机可以准确地将纸机运行参数传入到PLC,由PLC执行,将纸机调整到当前工作状态。
2.负荷分配控制
在纸机传动控制过程中经常遇到由几台电机同时拖动同一负载的情况。例如压榨部两辊压榨,上下传动辊都有自己的传动电机,通过加压同步运行。所以类似这样的传动只有电动机速度同步并不能满足实际系统的工作要求,实际系统还要求各传动点电机负载率相同,否则会造成一个传动点由于过载而过流,另一传动点则由于被拖动而过压,由此可能造成传动单元报警甚至停机,影响生产。因此这两个传动点之间需要进行负荷分配控制。
负荷分配原理:在多电机传动过程中要求各传动点电机负载率相同,即δ=Pi/Pie相同(Pi为i电机所承担负载功率,Pie为电机额定功率)。而且在负荷分配调节过程中不能影响其它各分部的速度。所以我们采用速度链主链与子链相结合的设计方法。
















评论