
现场总线在焦炉自动配煤系统中的应用
故障报警界面─对于自动配煤中的一些重要的参数进行实时报警和自动生成故障记录表,并根据设备的故障性质,系统自动诊断并采取相应的处理,故障诊断报警内容包含:称重传感器故障、测速单元故障、负荷率过载、速度上下限、流量上下限、缺料、皮带断裂/跑偏、网络故障、偏差超限、电机过流/缺相/欠压/过压/短路等信息。
趋势与统计界面─实时显示主要变量的变化趋势并形成历史记录,供今后可以查找过去的过程数据记录,通过对各台给料机的历史趋势数据比较,进而可以为配比统计分析提供依据,从而进一步预测和提高焦炭的质量。
流程监控与操作界面─实现生产过程中各设备的顺序逻辑控制和系统协同操作运行,根据系统工艺流程的需求来确定运行方式、选择流程控制模式和相应配方。系统操作根据控制方式可分为手动、半自动和全自动,根据操作地点可分为现场就地操作、控制室操作、上位HMI集中操作,从而覆盖整个焦化配煤的工艺要求。
其它如系统调试工具、网络通信管理等界面主要为系统诊断、调试、网络状态分析、网络SNMP管理时所使用,限于篇幅就不再详述了。
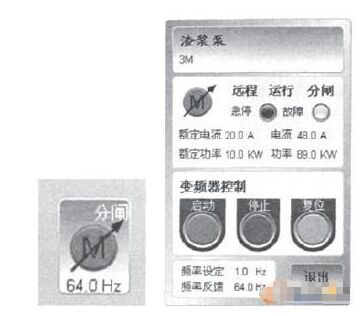
5.变频器驱动的选型及参数设置
基于综合因素的考虑,本次配煤皮带/圆盘给料机驱动单元选用SIMOVERT MASTERDRIVES全数字多功能技术的电压源型变频器SIEMENS 6SE70,该装置具有结构紧凑、适合于恶劣现场环境、可靠性高、输出纹波小、32位CPU全数字控制、故障自诊断处理、电机参数自动辨识、组态功能丰富等特点,其功率单元采用IGBT组件,具有良好的驱动性能,同时具有强大的通讯功能,其驱动通讯可以分为四种协议:Profibus-DP、USS、CAN、SIMOLINK。本例中是选择CBP2通讯板来实现Profibus-DP现场总线的通讯控制。
MASTERDRIVES 6SE70变频器部分参数设置如下:
四、系统控制功能
1.称重测控单元功能
称重测控单元担负着整个配煤的煤量采集计量作用,也是整个配煤系统数据采集的基础,其控制核心为CFC-200仪表,它是集调节与演算为一体的多功能控制器。它主要完成负荷、流量、累积量的采集,CFC-200仪表通过Profibus-DP接口与西门子PLC溶合为一体,达到数据无缝、透明共享的预期效果。
2.PLC实现的功能
实现各台配煤给料机的流程启动和停止;故障诊断报警;仓料位、圆盘电机、给料皮
带电机的流程连锁和逆向启动、顺向停车的顺序控制;各台设备/各工艺段之间的安全连锁;各变频器的频率给定和速度控制;总配比流量的在线调整等功能。PLC按工艺要求完成系统的四种控制方式(现场就地控制、单台手动控制、单套联动控制、全自动控制);另外,S7-300PLC作为Profibus-DP的网络主站,起着整个系统的控制核心作用,是确保系统内所有设备的协同运行的前提条件,并完成与上位机交换系统的所有过程参数和数据的任务。
3.上位机实现的功能
实现煤料配合比例工艺流程的自动监控;管理生产过程参数和状态;处理反映各种过程报警和历史报警;浏览各实时/历史趋势画面;生成各种报表供浏览/查询/打印;建立实时数据库及归档数据,为企业决策者提供工厂现场层实时过程数据、曲线及统计分析表。利用WinCC中的C语言脚本(Script)及提供的各类应用函数,来灵活地完成系统复杂的控制要求,并将配煤系统的前后工艺段有机地组合起来。
以上三者相辅相成,构成一套完整的自动配煤解决方案,整个配料系统综合精度优于0.5%。
4.项目中的难点问题及实施办法
配煤炼焦有2大工艺段,每个工艺段有12套,合计共有24套给料机,其配比的准确和稳定是焦炭质量保障的关键。
后备PID调节:但在实际运行中配煤系统的配比会受到外界多种因素的影响,如煤质、含水率、环境温湿度、粘度、粒度等因素,从而直接引起下料不畅通、结块、粘料等现象,影响配煤比例的恒定。针对上述情况,我们采用两套PID自动调节回路方案,正常情况下由CFC-200来执行调节,当上述情况造成流量震荡或偏差超限时,系统自动切换由PLC来完成后备PID调节,而此刻后备PID调节是根据所发生不同情况下的同种煤流量总和为目标对象进行闭环调节,从而优化了过程控制的性能和效果。
后备计量切换:系统在正常情况下,其计量功能是有称重测控单元来完成,它主要由UB2电阻应变式传感器和CFC-200仪表组成,一旦称重测控单元中的任何一方故障都将导致称重计量失败。因此,我们采用了后备容积计量功能,当一旦发生计量失败情况时,系统自动切换到容积计量模式,其设计思路为:在系统正常情况下由PLC对CFC-200所输出的煤流量进行密度逆运算,得出其在预置时间跨度内煤的瞬间密度,并不断进行跟踪刷新和存储,当进入容积计量模式后,PLC将根据所记忆的瞬间密度,进行流量运算和控制调节,而不影响系统的正常进行。
五、应用体会
整个自动配煤系统投入使用后性能稳定可靠、操作方便、自动化程度高、配煤准确率和焦炭质量稳定率都得到大幅度的提高,不尽降低了煤耗和能耗,还大大地提高了生产效率,达到了预期的效果.
通过自动配煤项目设计、实施,进一步加深了对西门子SIMATIC自动化产品的了解。系统采用了工业以太网和Profibus-DP现场总线,实现了现场仪表、PLC、分布式I/O、操作站/工程师站、变频驱动器之间的相互通信,提高了数据传输的可靠性和抗干扰性,减少了大量线缆,现场安装、调试的工作量也大大降低,缩短了项目实施周期,更提高了工作效率和项目质量。
参考文献
[1].深入浅出西门子WinCC V6 北京航空航天大学出版社,2004
[2].SIEMENS SIMATIC S7-300 可编程控制器系统手册, 2000.1
[3].SIMOVERT MATERDRIVES 使用说明书 2005.7
称重传感器相关文章:称重传感器原理




评论