
现场总线技术在烟草加工自动化中的应用
PROFIBUS-DP系统可容纳大量I/O点。每个系统最多可有126个节点,数千个模拟量和数字量。PROFIBUS-DP符合欧洲标准EN 50170, 与其他公司的产品通用性很强。
三、ET 200S
1、通用性
ET 200S提供多种模块,具有良好的通用性。通过将电子模块与负载馈电器和安全技术相结合,以及系统的离散设计使ET 200S在现场应用中适于更多有不同功能要求的场合。并且ET 200S可用于任何标准PROFIBUS主站。电动机的控制与动力线路都集成在负载馈电器的模块中,使分布式I/O从站不仅可用于常见开关量(光电、接近开关等),也可用于电动机控制, 使整个系统除CPU和人机操作界面外全部分布在现场。
2、节省总硬件成本
整个系统采用标准安全技术,可节省80%的接线。ET 200S设计紧凑、模块间无安装间隙、减少电缆通道和消除端子组件,可使开关柜或端子箱节省更多空间。
3、组态容易
由于采用位模块化方法,组态更加快速容易,扩展和修改也简便易行。
4、智能管理
ET 200S具有强大的诊断功能,可迅速将故障点定位到模块。
5、高可用性
电子模块在运行过程中不需任何工具就可更换,其余ET 200S模块则不受影响(即“热插拔”功能)。
四、传统PLC控制方式的缺点
在我国卷烟行业中,目前多数使用传统PLC完成制丝线或打叶复烤线的分段控制,仍是DCS系统的一种变形。即将整个加工流水线按不同的功能划分为若干工段,每个工段的设备由一组以PLC为主控制器的电控柜控制,该工段的所有测控元件都须将其信号线引至PLC电控柜,各PLC电控柜间的信号联系通过多芯信号电缆完成。PLC间可相互交换的信息十分有限, 尤其不能交换模拟量及其他比位(Bit)的长度宽的信息,PLC之间基本上是封闭的,无法为管理层提供数据信息报告。
此外,各PLC电控柜采用集中控制方式,测控元器件及电动机的动力电缆都无法减少,用户仍需在控制系统之外额外开销电缆及电缆桥架费用;因电缆及电控柜内元器件数量众多,增加维护工作量及费用;更换柜内元器件及PLC模板需停机进行。

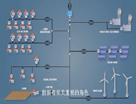
图1 六组双层贮丝柜电控系统网络拓扑图
五、应用情况
济南卷烟厂六台双层贮丝柜配电控制系统在国内烟草行业制丝线电控中率先采用全分布式控制模式, 使用ET 200S及SIEMENS变频器挂PROFIBUS-DP网(见图1),实现对六组双层贮丝柜及其相关设备的控制。济南卷烟厂六组双层贮丝柜控制系统现已调试成功并投入正常运行。 光电开关相关文章:光电开关原理










评论