
基于DSP和FPGA的大尺寸激光数控加工系统
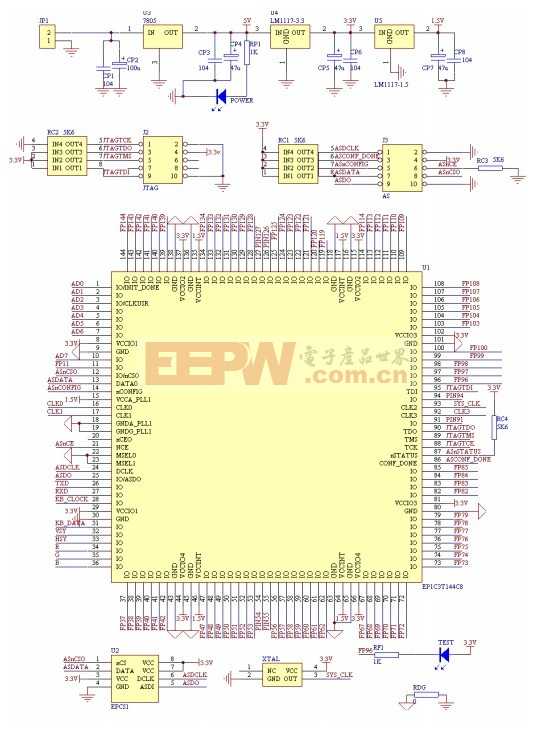
3FPGA的内部逻辑设计
从DSP的角度看,FPGA加工模块类似于一个存储器,DSP只需将计算结果写入此存储器中,以后的工作将全部由FPGA来完成。在FPGA加工模块中主要采用了不同类别数据并行读取和双存储器组交替工作的技术。
3.1数据并行读取
传统的数据存储器受限于处理器的单任务特性,通常采用单片大容量存储单元,这种结构使得系统需要耗费多个读取周期才能得到一组完整的数据。而FPGA的并行工作特性可以突破这种传统的设计形式,将不同类别数据存放于独立的存储单元中。只要在定义数据时将地址对齐就可以在一个读取周期中获得全部数据。运用这种方式可以在读数时间最小化的同时简化编程,也可以使整体程序的结构更加明了。
3.2 双存储器交替工作
市场上已有的同类FPGA产品大多采用写入1条数据、执行1条数据的工作方式,这将在数据传输时产生停顿。本系统虽然采用了存储器作为加工数据的缓存,但仅仅依靠这种方式仍然不能解决问题,在DSP写入数据时依然会造成加工停顿。
图4为双存储器组结构示意图,当系统在执行其中一组存储器中的数据时,DSP可将计算结果写入另一组存储器。由于DSP的运算速度远远高于加工速度,所以双存储器架构可以保证加工不被间断。

图5为FPGA加工程序流程图。可见,在地址对齐的前提下更换存储器组需要改变存储器组选择信号并将地址计数器清零。此时,FPGA还将用中断的形式通知DSP,使得DSP可以填充新的数据。

4 实验结论
实验中使用幅面为1.2m×1m的二维工作台,X、Y轴步进电机采用雷塞公司的57HS22并配以M860驱动器。57HS22的步距角为1.8度,额定电流为4A,保持转矩为2.2N.m,定位转矩为700g.cm,电机接法采用并联形式以突出高速性能。电机转子的转动经减速后由齿形带带动工作头做直线运动,转子每旋转一周使工作头移动24mm。
在实验中分别对PLT文件、DXF文件以及BMP文件作了大量测试,其中PLT文件和DXF文件用于切割测试,BMP文件用于雕刻测试。
图形文件由PC机软件传送至本系统,随后脱机加工,在切割模式下,长矢量的加工速度可以平稳超过20000mm/min,在雕刻模式下加工速度可以超过30000mm/min。在对一幅含有超过13万条矢量的复杂图形连续加工5次后,无肉眼可分辨的位置偏差。
由于本系统采用了DSP进行图形分析,使得系统对复杂图形的处理能力得到了很大的提高。同时,FPGA内部双存储器交替工作的结构也从根本上解决了数据传输过程中加工停顿的问题。实验表明,本系统拥有加工速度快、图形处理能力强、使用简便可靠等优点。










评论