
绿光激光器用于激光微焊接
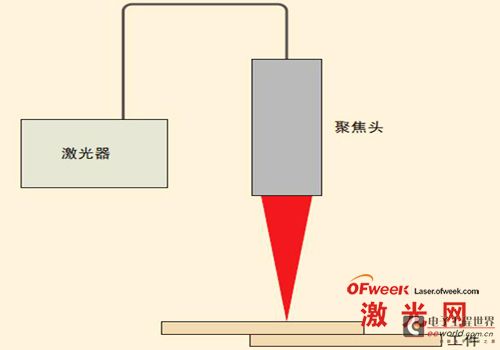
图3 激光焊接
通常采用极高的功率以克服反射问题,并确保将充足的光传输到铜。但是,当激光能量传输到铜上,并提升其温度时,则反射率降低。由于激光功率的吸收出现时间范围小于十亿分之一秒,因此能量吸收的变化非常快速。最初所需的高功率远远超过焊接所需功率。因此,材料快速过热和蒸发,留下了大量的小孔或孔洞。
已经使用许多技术克服这种反射,包括脉冲整形、氧气协助以及使用反射率更低的镀层。脉冲整形不可靠,因为铜和其它导电部件的反射率不同,因此降低激光功率时的精确时间点也会变化。人们曾经尝试采用反馈技术,以便更好地预期这种“精确时刻”,但是目前还没有人证实可行。使用氧气协助时,由于会在焊接的部件上形成氧化层,因此会大幅提高铜的焊接缝隙的渗透性,但是,对于点焊应用时却没有影响,因为只有在几个连续脉冲之后才能看到氧的积极效应,因此并不能为单点焊接或较短焊缝提供一种可靠的技术。使用镍或锡等反射率更低的涂层,确实可以帮助降低最初的反射率,但是不能完全减轻问题,因为仍然需要较高的能量继续渗入铜内;因此,微焊接的加工窗口极小。
利用脉冲绿色激光器处理材料反射问题
综上所述,必须处理好材料反射率的问题,才能在铜材料上实现优良、结实的激光微焊接。如表1所示,将波长从1064纳米降低到532纳米会大幅降低铜和其它导电材料的反射率。532纳米(绿光)波长能够持续地渗入铜内并稳定焊接。
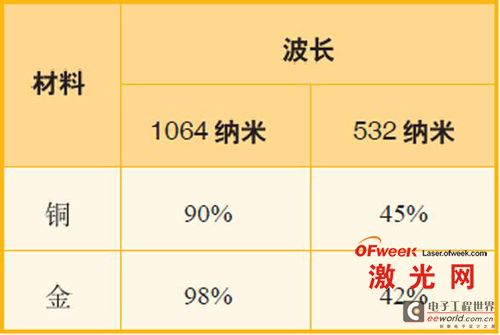
表1 将波长从1064纳米降低到532纳米会大幅降低铜和其它导电材料的反射率
图4显示了1064纳米和532纳米波长激光焊接无镀层铜的比较。波长为532纳米时,激光渗入铜的情况与1064纳米渗入钢一样。因此,如果使用532纳米激光,则可以成功地实现铜的微焊接。
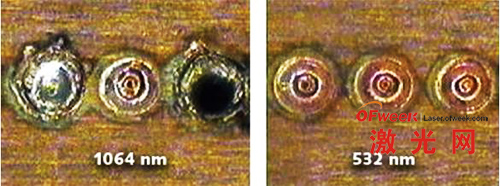
图4 1064纳米和532纳米波长激光焊接无镀层铜的比较
可以采用两种方式达到该波长。最常见的是使用调Q激光器,但是此类激光器没有充足的脉冲能量执行焊接任务。
一种更为新颖的途径是使用正常脉冲的Nd:YAG激光器,它可以以1.5千瓦峰值功率提供532纳米的光,脉冲宽度高达5毫秒。这样可以提供充足的焊接能量,深入约350微米厚的铜材料。对于大多数微焊接应用来说,这一能量已经足够。通过光纤传输及使用脉冲Nd:YAG激光,其优点是光束的亮度较低。这样可以促进整个聚焦点的均匀吸收,防止焊接中心出现热点而造成不稳定性。
绿激光微焊接的应用实例
电气连接通常采用不同的尺寸、形状和材料。许多工业需要优质、可靠的端子进行电气连接。电气接头的焊接如同一种无缝工艺,使连接点就象部件本身固有的一部分。激光焊接似乎有这种潜力。
例如汽车工业已经大幅度使用传感器技术,以监控汽车性能、功能和环境。每种传感器有许多端子连接,其使用寿命必须符合汽车的使用寿命。在这一方面,激光微焊接可以提供一种可行的选择,激光器可以用于高速优质的焊接。
医疗工业的连接也十分重要,例如植入设备、感应和监控仪表,它们的每种连接对于维持部件的功能和性能十分关键,因此要求采用高度稳定的焊接技术。
同样,在通讯工业中,信号强度和完整性十分关键,可以最大化部件性能,以及确保连接不会成为部件设计的一种限制因素。
根据特定部件和元件设计,可以选择各种工业需要的多种电气连接配置。在此介绍一些使用脉冲绿色激光完成的连接配置选项。
排线连接到厚膜金属化焊盘
电子工业的常见连接参见图5,其中采用了0.0015英寸厚的镀金铜质扁平导线,将它焊接到金属化焊盘上。在理想情况下,焊盘的厚度至少是排线厚度的1.5倍,因为这样可以在导线和焊盘之间形成优良的热平衡,以防止焊盘过热。
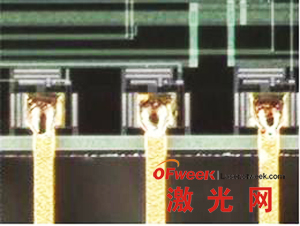
图5 排线连接到厚膜金属化焊盘


评论