
绿光激光器用于激光微焊接
导线连接至金属化焊盘/端子
连接实心类和扭绞类导线是电力电子的另一种常见端子配置。通过将激光合适定位到导线尖部和焊盘上,可以将导线有效焊接到焊盘上。从图6可以看出,焊盘本身没有热效应。
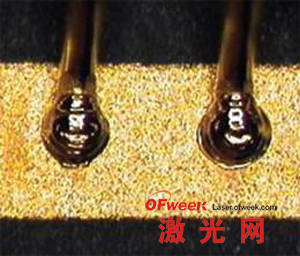
图6 焊盘本身没有热效应
如图7所示,扭绞导线也具有高度的可焊接性。焊接扭绞导线的关键是保持尖部以确保扭绞导线密切压实。通过压实、电镀浸入或短距离透焊至绝缘层等方法来实现优质焊接。

图7 扭绞导线也具有高度的可焊接性
并排的方形端子连接至圆形导线
由于不同连接物的几何形状和端子形状等因素,激光的灵活性显得极其重要。图8显示了矩形横截面镀金铜连接器与镀银铜导线之间的焊接。采用搭接配置进行焊接,导线与端子的位置关系显示了端子的导线圆形和方形边缘之间的一些差异和间隙。由于激光能量可受控并能被持续吸收,使得两个部件能被可靠地焊接在一起。
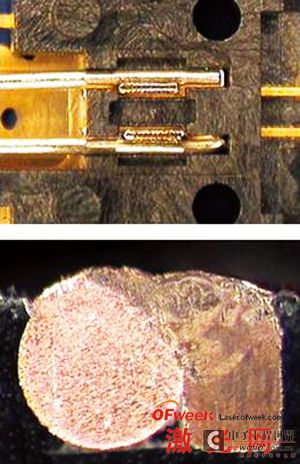
图8 矩形横截面镀金铜连接器与镀银铜导线之间的焊接
扁平线连接至扁平引线框
对于大批量生产,在引线框上焊接多个连接的关键之处是质量和速度。作为一种非接触式工艺,激光焊接本身就可实现大批量制造。它可以根据动作设计在每秒执行许多焊接任务。图9显示了扁平导线焊接到铜质引线框。
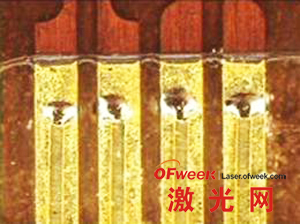
图9 扁平导线焊接到铜质引线框
微型锂离子/聚合物电池连接对于要求低于50mAh的无线产品、智能卡或射频标签等应用的电源应用,一般使用锂离子或聚合物锂电池技术。在这些应用中连接电池端子,存在许多特殊的挑战。各个端子均采用铜和铝制造,但这两种材料在焊接时都存在问题。端子材料也十分薄,有时低于0.001英寸。在一些应用中使用超声波焊接,不过激光焊接也是一种选择,可能特别适合于将端子连接到PCB金属化焊盘。图10显示了激光将薄铜和铝焊接到镀金铜焊盘上的几个视图。
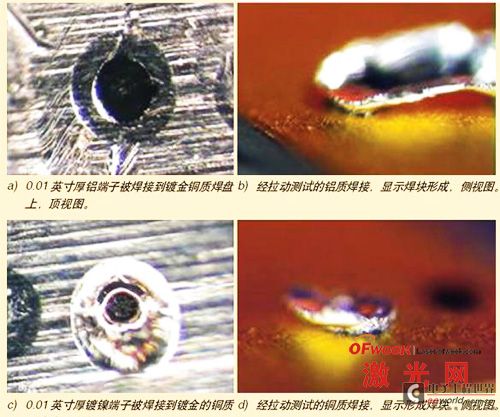
图10 激光将薄铜和铝焊接到镀金铜焊盘上的几个视图
异种材料间的微焊接
当焊接具有不同吸收率的材料时,吸收性强的材料会出现过度加热的现象,因此造成过多飞溅和孔洞。通常采用以某种材料为主的方法来解决这一问题。但是,对于小部件,这种措施可能不充分,因为即使是最小的吸收不平衡也会造成过热焊接。在532纳米波长时,两个部件的反射率更加接近,因此焊接能量平衡更加一致,大幅提高了可焊接性。图11显示了两种差异性较大的材料之间的缝隙焊接。
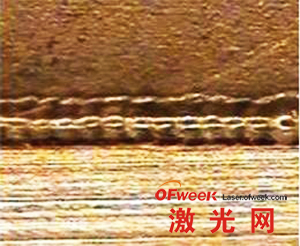
图11 两种差异性较大的材料之间的缝隙焊接
大批量微焊接铜的可行方法
对铜等导电材料的微焊接比较困难,但是激光焊接可以提供一种十分有用的非接触式连接方法,是专门针对自动化而设计的。过去,铜在1064纳米波长的反射率一直是实施激光焊接的一个障碍。由于使用532纳米的绿色Nd:YAG激光焊接器,这种障碍已经清除,提供了大批量微焊接铜和其它导电材料的一种可行方法。


评论