
ARM+PLC的裁床数据处理系统研究
数据处理系统采用的是WinCE 6.0嵌入式操作系统,在此系统中开发应用软件可以采用微软公司提供的Visual Studio 2005集成开发环境。在程序中将PLT文件的坐标值按比例转换后,通过MFC中的画直线函数,把各坐标点按照既定的规则用直线段连接,从而在人机界面中显示裁片加工轨迹。为了方便用户直观地了解裁片大致尺寸,在显示页面中加入了坐标尺。裁片显示界面及其测试效果如图3所示。

3 通信功能的实现
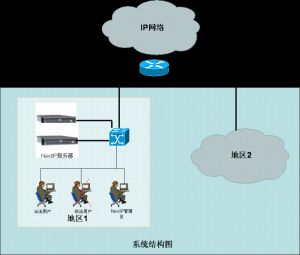
数据处理系统与外部的通信有两部分:一是从移动存储设备中获取包含裁片加工信息的USB通信;二是与下位机PLC之间的TCP/IP通信。
USB设备分为SLAVE(从设备)和HOST(主设备),只有当一台HOST与一台SLAVE连接时才能实现数据的传输。简单地说,如果一个设备支持USB HOST,它就可以从另外一个USB设备中取得数据。裁床数据处理系统需要从外部移动存储设备中读取数据,因此必须具备HOST功能。
数据处理系统与下位机之间采用TCP/IP通信,根据实际数据收发的需要,程序中创建了两个端口号。端口号6000用于收发裁片信息数据,端口号6001用于收发设置的参数以及相关监控信息等。上位机软件作为客户端,要根据PLC的通信端口配置设置IP和端口号。PLC作为服务器端,打开端口并等待上位机连接,连接成功后等待接收数据。如果收到的是裁片信息数据,则保存数据;如果接收到的是设置参数的数据,则根据约定的通信协议来作相应的转换和处理。具体通信协议如下:
①工作参数设置头标志:“PR”,设定的参数数据长度不定,以分号来判断参数的长度。格式如下:
②系统工作参数设置头标志:“SPR”,设定的参数数据长度不定,以分号来判断参数的长度。格式如下:
③警报消息接收头标志:“WN”,每个警报用1位表示,0表示正常,1表示警报。格式如下:
④开机时向PLC询问上次保存的参数:发送“ASK”。软件“开始”控制:发送“STR”。
结语
采用嵌入式系统来实现裁床的数据处理功能,预期效果良好。相对传统的控制系统来说,此方案移动性强、性价比高。将排料软件与数据处理软件分开,有利于缩短开发周期,降低软件维护和升级的成本。










评论