
机器视觉检测在电子连接器制造工业中的应用
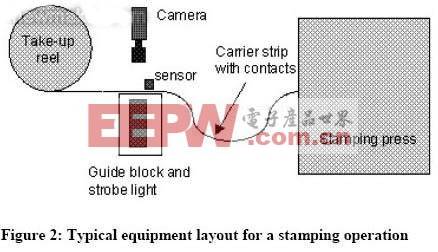
图2:典型的冲压件质量视觉检测系统的设备布局
(Take-up reel - 卷带轮,Camera - 摄像机,sensor - 传感器,Carrier strip with contacts - 冲压插针金属带,Stamping press - 冲压机,Guide block and strobe light - 导引块和频闪灯)
当冲压成形的插针随金属带送出冲压机后,它们经由导引块穿过视觉检测系统并通过漫反射树脂玻璃前方。对于每个插针的到来,光敏探测器都会向检测系统提供一个触发信号,接通频闪灯,拍摄图像,开始执行检测。采用频闪灯的目的是避免金属带每次都要在摄像头前停下来。在现有冲压生产线的集成上述视觉检测系统只需对冲压工段做少许改动。
3.2.1 局部扫描(Partial Scanning)
为了达到最大的图像分辨率和简化触发执行方案,每个插针的图像通常都要单独拍摄并检测,即视觉系统每次只检测一个插针而非多个。当系统以每分钟数千个插针的检测速度运行时,使用局部扫描技术和可重置摄像机就变得十分重要。PPT视觉系统使用的PPT-DS2摄像机具有"双速扫描(Double-scan)"模式,该模式下摄像机能够在16.7毫秒时间内获取一整幅全解析度(640x480)逐行扫描的图像 - 比标准的RS-170摄像机速度高两倍。
然而在许多冲压件质量检测的应用实例中,这样的速度仍旧太慢,因此PPT视觉系统使用了称?quot;局部扫描"的技术来进一步减少图像获取总的时间。使用局部扫描技术的摄像机只对有限数目的扫描行进行图像扫描--扫描行越少,图像获取的速度越快。扫描行数目不是固定的,可随使用者的意图改变。例如,扫描480行图像需耗时16.7毫秒,若设置摄像机使其仅仅扫描前120行则只需扫描时间4.18毫秒。因为仍然使用了水平方向上的全部分辨率,局部扫描非常适合于那些外形尺寸在一个方向上远大于另一个方向的目标物,如插针等。
下面的图3给出了局部扫描技术的原理。






评论