
机器视觉检测在电子连接器制造工业中的应用
VPM通常都在执行模式下运行。上述控制面板此时将被显示并激活,车间操作人员通过集成安装的触摸屏使用该控制面板。通过触摸屏上的各种按钮,操作人员能够启动视觉检测系统、使系统离线运行、加载各种检测文件以及系统设计者所设置的所有其它功能。
本文引用地址://m.amcfsurvey.com/article/105646.htm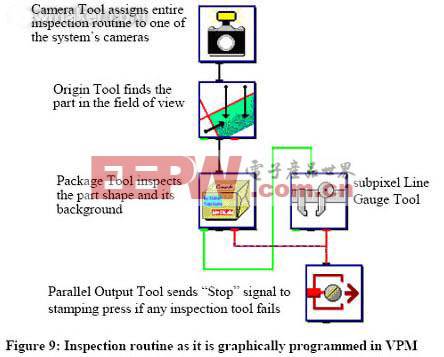
前文所述的冲压件质量检测系统的流程可以用VPM的图形化编程语言给出,如图9所示。
Camera Tool - 整个检测流程由摄像机工具开始,
Origin Tool - 原点工具确定零件在视野中的位置,
Template tools - 模板工具,
Sub-pixel Line Gauge Tool
Parallel Output Tool - 若任何检测工具检测失败,并行输出工具向冲压机发送"停机"信号。
摄像机工具(Camera Tool)指定整个检测流程由摄像机开始。原点工具(Origin Tool)确定每个插针在摄像机视野中的位置和角度,并将此信息提供给后续各个检测工具。两组模板工具(Template Tool)分别检测插针是否存在变形、扭曲或金属碎屑和触点形状的一致性。亚像素量规(Sub-pixel Line Gauge)检测插针有关的形状尺寸误差是否合格。一个量规工具就可以度量出几个尺寸数据。
图中的流程线规定了所有检测工具的执行顺序,即只有当前一个工具检测通过后,后一个工具才可以执行。如果任何一个工具检测不能通过,那么并行输出工具(Parallel Output)将按照流程线规定向冲压机控制器送出失败信号,冲压机立即停止运行。尽管所有的检测工具都有各自的检测失败/成功/执行的计数器,但每个零件的检测都会首先触发原点工具,所以总的检测零件数将由原点工具(Origin Tool) 的执行计数器给出。






评论