
基于CAN总线解决方案在插片机上的应用
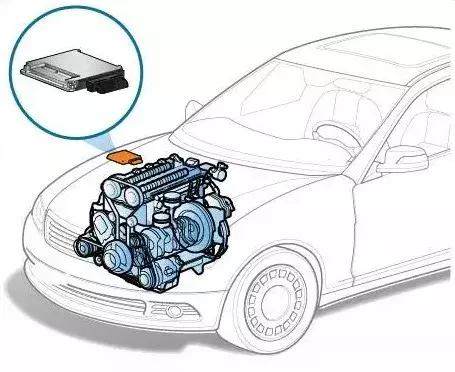
CAN是控制器局域网络的简称,是由研发和生产汽车电子产品着称的德国BOSCH公司开发了的,并最终成为国际标准。是国际上应用最广泛的现场总线之一。 在北美和西欧,CAN总线协议已经成为汽车计算机控制系统和嵌入式工业控制局域网的标准总线,并且拥有以CAN为底层协议专为大型货车和重工机械车辆设计的J1939协议。近年来,其所具有的高可靠性和良好的错误检测能力受到重视,被广泛应用于汽车计算机控制系统和环境温度恶劣、电磁辐射强和振动大的工业环境。
CAN 是Controller Area Network 的缩写,是ISO国际标准化的串行通信协议。在当前的汽车产业中,出于对安全性、舒适性、方便性、低公害、低成本的要求,各种各样的电子控制系统被开发了出来。由于这些系统之间通信所用的数据类型及对可靠性的要求不尽相同,由多条总线构成的情况很多,线束的数量也随之增加。为适应“减少线束的数量”、“通过多个LAN,进行大量数据的高速通信”的需要,1986 年德国电气商博世公司开发出面向汽车的CAN 通信协议。此后,CAN 通过ISO11898 及ISO11519 进行了标准化,现在在欧洲已是汽车网络的标准协议。
现在,CAN 的高性能和可靠性已被认同,并被广泛地应用于工业自动化、船舶、医疗设备、工业设备等方面。现场总线是当今自动化领域技术发展的热点之一,被誉为自动化领域的计算机局域网。它的出现为分布式控制系统实现各节点之间实时、可靠的数据通信提供了强有力的技术支持。
系统概述
插片工序是晶振等电子元器件封装过程中的重要工序,用旋转吸嘴拾取散装的石英晶片,通过视觉处理系统,进行位置和角度自动补正后,将石英晶片按照指定的方向整齐放置到统一的镀膜盘中供下一道工序使用。传统的插片机使用旋转式电机做驱动主轴及单个吸取的方式,限制插片速度,最高速度0.67个/秒。而步进科技推出的新型设计方案中通过对主轴及吸取方式进行的创造性改造,使用直线伺服电机作为主轴,采取独特的4头循环吸取方式,大大提高了速度及精度,设计速度达到1.25个/秒,取放料精度达到0.01mm。同时系统采用基于CANOPEN总线的多轴控制系统,实现了单台PLC对10个轴的控制,高效的通讯速度不仅实现电机的同步,同时降低系统的安装及维护复杂性。
传动原理
插片机主要包括工序有:
1) 识别散料:移动摄像头及散装料盘,通过视觉系统查找散盘上散料位置,根据识别位置移动吸嘴;
2) 取料:四吸头顺序吸取散料,延主轴运动到放料位置;
3) 调整位置及方向:主轴传动过程中再次进行单个散料位置识别;
4) 料盘进给:镀膜盘延轴移动到物料吸放位置;
5) 放置到料盘:根据单个位置的的识别,进行角度调节到统一方向后放入镀膜盘。
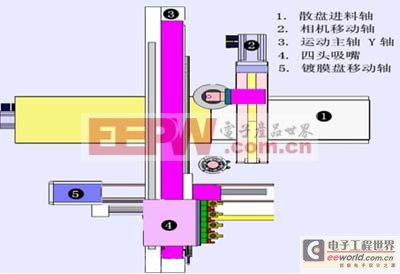
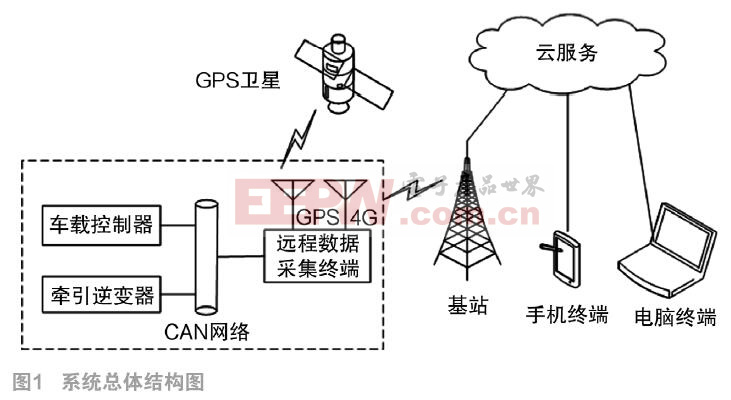
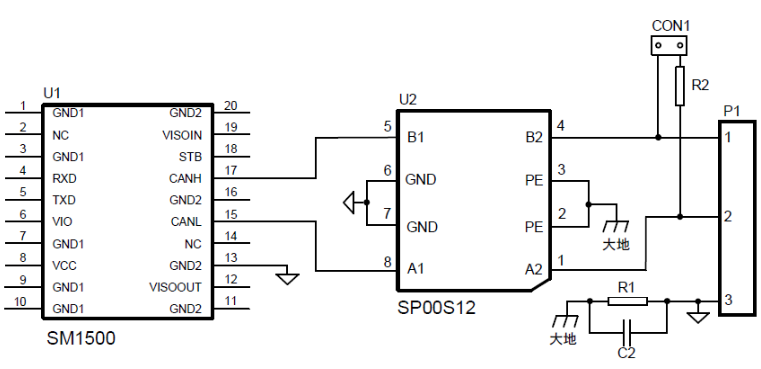
图1 插片机传动原理图

伺服电机相关文章:伺服电机工作原理




评论