
西门子PROFIBUS总线在大直缝铣边机
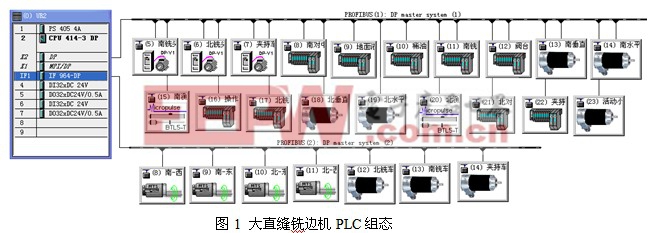
由我公司生产研制的大直缝铣边机是石油天然气管道制造行业中大口径直缝焊管生产线(JCOE)上的关键设备之一,该设备是国内自主研发的第一台。电气控制系统采用西门子两条PROFIBUS总线通讯,由28个主从通讯站组成,实现全局数字量实时监控通讯。在系统配置中选用西门子CPU414-3DP作为主站,ET200S远程I/O、70变频器、TR编码器、MTS位移传感器、比例伺服阀、巴鲁夫微脉冲位移传感器作为从站(详见图1大直缝铣边机PLC组态),西门子触摸屏MP377设定与显示。系统中所有速度量、位移量及安全保护、故障点都要在屏上实时监控与报警。由于通讯口多,距离远,程序模块多(详见图2大直缝铣边机PLC程序块),自动化程度要求高,控制难度很大。

1 70变频器的PROFIBUS-DP通讯
1.1 通讯方式设定为PPO 4,这种方式为0 PKW/6 PZD,输入输出都为6个PZD,在P60=7设置下,设置P53=3,允许CBP2(PROFIBUS)操作, P918.1设置变频器的PROFIBUS地址。
1.2 设置第一与第二个输入的PZD为PLC给变频器的控制字, 设置第一与第二个输出的PZD为变频器给PLC的状态字,设置第三个为变频器反馈给PLC 的实际输出频率的百分比值,第四个为变频器反馈给PLC的实际输出电流的百分比值。
1.3 PLC给变频器的第一个PZD存储在变频器里的K3001字里,这里设置为P554=3100,P571=3101,P572=3102时,K3001的位3100就控制变频器的启动与停止,3101就控制正转,3102就控制反转。




评论