车载滤波器组件焊锡开裂失效分析
车载滤波器组件在可靠性试验后,主板上的插件引脚焊点发生开裂异常。
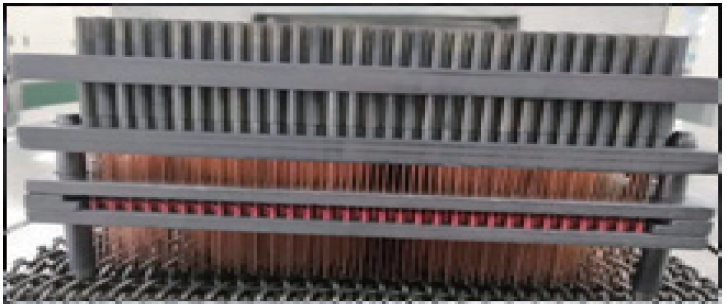
说明:插件器件引脚呈现出明显的焊点开裂状态。
说明:通孔(支撑孔)的透锡率仅20%左右,远低于正常值75%。
说明:该批次正常品焊点通孔的透锡率与异常焊点一致。
说明:异常焊点的断面金相图示表明焊锡填充不足,存在较明显的少锡与疲劳开裂的特征。
说明:正常焊点的断面金相分析显示,焊锡填充不足,存在明显的少锡异常,DIP焊盘端焊锡、PCB与引脚处有明显的润湿。
说明:异常焊点PCB已润湿位置的合金层IMC测量结果显示,其厚度均在0.5μm以下,数值明显偏低。未焊锡的孔壁与端子部位皆无异常。
说明:正常焊点PCB已润湿位置的合金层IMC的厚度均在0.5μm以下,数值明显偏低。
结合焊点失效背景,以及各项检测结果,对插件器件引脚焊点开裂,作出如下综合分析:
1.插件器件引脚焊接存在严重的支撑孔透锡不足现象,透锡率仅在20%左右,远低于75%以上的标准;
2.焊点开裂主要发生在焊锡间,其断面形貌符合焊点疲劳开裂的特征;
3.通过对失效焊点与正常焊点焊接IMC的分析,它们的IMC层厚度也远低于正常的IMC层厚度(1.5μm-4.0μm)。
由此可以判断,器件DIP焊接时,工艺条件不足,未形成良好焊接。
原因:插件器件引脚DIP焊接时,工艺条件不足(浸锡时间、浸入深度等),导致通孔透锡率低,焊点可靠性差。在可靠性试验时,由于应力集中于较小的焊点上,导致焊点疲劳断裂。
方法:满足通孔透锡率至少达到50%以上,焊接IMC层厚度1.5μm以上;
原因:该产品目前在PCBA与组装外壳之间使用的点胶,硬化后是硬质的、无韧性与弹性。
在组件发生振动时,其应力会直接通过硬胶传导至外壳,再作用至焊点上,存在应力疲劳损伤的隐患。
方法:PCBA与组装外壳之间的点胶更换为固化后更有韧性与弹性的硅胶材质,缓冲外部应力对焊点的影响。
新阳检测中心有话说:
本篇文章介绍了车载滤波器组件焊锡开裂失效分析案例,侵权删。如需转载本篇文章,后台私信获取授权即可。若未经授权转载,我们将依法维护法定权利。原创不易,感谢支持!
新阳检测中心将继续分享关于PCB/PCBA、汽车电子及相关电子元器件失效分析、可靠性评价、真伪鉴别等方面的专业知识,点击关注获取更多知识分享与资讯信息。
*博客内容为网友个人发布,仅代表博主个人观点,如有侵权请联系工作人员删除。